Тема. Загальні розрахунки проектування
підрозділів сучасного виробництва
|
Практичне заняття № 5 Визначення кількості робочих місць |
|

Мета — оволодіння
методологією визначення кількості
працюючих у підрозділі сучасного
машинобудівного виробництва.
Короткі теоретичні відомості
![]() Розрахунок основних
робітників виробничого підрозділу
Розрахунок основних
робітників виробничого підрозділу
За робочими місцями
кількість основних робітників визначається за формулою:
Рв=Мр.в·m·Кп,
(5.1)
де Мр.в –
кількість місць робітників-верстатників:
 ,
(5.2)
,
(5.2)
де Р
– прийнята кількість верстатів на дільниці; Км – коефіцієнт багатоверстатного обслуговування:
· масове виробництво 1,8…2,2;
· багатосерійне виробництво 1,5…1,8;
· середньосерійне виробництво 1,3
…1,5;
· малосерійне виробництво 1,1… 1,2;
m – число змін
роботи обладнання в добу; Кп – коефіцієнт, який враховує
додаткову кількість робітників для
заміни:
 ,
(5.3)
,
(5.3)
де Fн.р.= 2070 год – номінальний
річний фонд часу для робітника; Fд.р.= 1820 год – дійсний річний фонд
часу для робітника.
Кількість основних робітників-неверстатників
важко нормується і, як правило, не визначається. Тому кількість робітників-неверстатників визначають у відсотках від числа
верстатників:
· для одиничного і
серійного виробництва – 3…4%;
· для багатосерійного і масового виробництва – 1…3%.
Кількість допоміжних
робітників дільниці встановлюється за
штатним розписом аналогічних виробничих дільниць. Дільниці з невеликою
кількість обладнання (15…25 одиниць), як правило, обслуговуються загальноцеховим штатом допоміжних робітників. Тому
кількість допоміжних робітників для дільниці буде враховано
при розрахунку допоміжних
робітників цеху.
Розрахунок верстатників цеху визначають з урахуванням кількості
прийнятих верстатів у цеху:
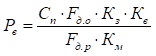 , (5.4)
, (5.4)
де Сп –
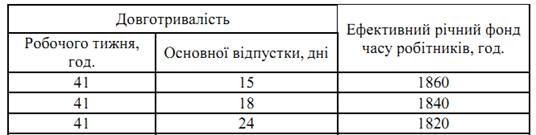
прийнята кількість верстатів цеху; Fд.о – дійсний річний фонд часу роботи
обладнання; Fд.р –
дійсний річний фонд часу роботи робітника (таб.
5.1); Км – коефіцієнт багатоверстатного
обслуговування; Кз,,Кв – коефіцієнти завантаження та використання
обладнання:
- для одиничного, малосерійного і середньосерійного
виробництва Кз ·Кв= 0,85;
- для багатосерійного та масового виробництва Кз ·Кв= 0,8.
Таблиця 5.1 – Дійсний річний фонд часу
робітника [1]
В умовах багатосерійного та
масового виробництва до виробничників належать наладчики, кількість яких
визначається за нормативами.
Примітка. Залежно від точності та складності обробки 1
наладчик обслуговує різну кількість верстатів: токарні – 11…18; агрегатно-свердлильні – 5…12; універсально-шліфувальні – 8…18; токарні з ЧПК – 4…10; свердлильні і фрезерні з ЧПК – 8…16; багатоцільові верстати – 3…6.
Кількість наладчиків можна визначити
укрупнено, тобто за кількістю груп верстатів за призначенням.
Кількість слюсарів для
одиничного і малосерійного виробництва становить (2…3%) від Рв,
для багатосерійного і масового – (1…3%) від Рв.
Загальна кількість основних
робітників цеху: Ро=Рв+ Рн+Рсл.
![]() Розрахунок кількості і складу працюючих у виробничому підрозділі
Розрахунок кількості і складу працюючих у виробничому підрозділі
Допоміжні робітники складають для:
- серійного виробництва 18…25% від Ро;
- масового виробництва 35…50% від Ро.
Ø Службовці – 2…3% від (Ро+Рд).
Ø Керівники – (11…13%) від (Ро+Рд.
Ø Фахівці – (4…5%) від (Ро+Рд).
Всього працюючих в цеху: Рпр= Ро+Рд+
Рсл+Ркер+ Рфах.
Порядок виконання
1. На
основі заданого маршруту механічної обробки та норми часу; кількості обладнання
визначити кількість працівників у виробничому підрозділі та навести необхідні
пояснення і розрахунки.
2. Висновки.
Зміст звіту
1. Мета і порядок виконання
роботи.
2. Розрахунки кількості
працівників у підрозділі (за категоріями).
3. Висновки.
![]()
![]()