1.1
Загальна характеристика та історія КШО
Розвиток технології кування і
штампування пов'язаний з потребами суспільства, технічним прогресом і
економічними можливостями. Це особливо прослідковується в історичному розвитку
виробництва КШО.
Для XV-XVI ст. характерний
бурхливий розвиток мореплавства і, як наслідок, кораблебудування. Зростаючий
тоннаж суден вимагав тяжких якорів і іншого корабельного оснащення. Проковувати
великі заготовки залізної криці вручну стало неможливо і з'явилися перші
важільні молоти. Як привід цих молотів використовувалась енергія напору води,
тому їх називали водяними. Там, де не було води, застосовували кінний привід
або використовували падаючі молоти типу копрів.
Промислова революція XVIII ст.
особливо яскраво відбилася на металургійній і металообробній промисловості.
Будівництво залізниць, виготовлення паровозів, вагонів, пароплавів йшло дуже
швидкими темпами і вимагало відповідних механізмів для виготовлення тяжких і
великих поковок.
В 1784 р. в Англії Уатт запропонував для отримання рухи ударних частин молота використовувати енергію пари. Проте лише у
1839 р. Джеймс Несміт вперше сконструював і в 1842 р.
побудував паровий молот, який і до теперішнього часу зберіг свої основні
конструктивні риси. Це був молот простої дії, вертикальної конструкції. Проте
робота на перших молотах характеризувалась недосконалим управлінням і слабким
використанням пари. Енергія пари використовувалася лише для підйому рухомих
частин.
Конструкції молотових машин
постійно вдосконалювались. З розвитком машинобудування в XVIII та XIX ст. й
збільшенням розміру та ваги поковок, підвищувалася і маса падаючих частин
парових молотів. Але експлуатація такого обладнання (масою падаючих частин 50...100
тон) стала небезпечною для будівель цехів, іншого обладнання та навіть житлових
будинків. Це стало безпосередньою причиною появи у 1861 р. перших ковальських
гідравлічних пресів. Переваги гідропресів – плавність ходу та різке
скорочення технологічного циклу кування – були настільки очевидними, що відразу
ж виникло питання про заміну надважких молотів.
Завдяки своїм високим
технологічним якостям, гідравлічні преси почали витісняти спочатку важкі, а
потім і середні молоти. Виготовлення важких молотів припинилося, а вже
виготовлені замінювалися пресами. Так, найважчий молот, з масою падаючих частин
12500 кН на заводі Віфліємськой
компанії в США був замінений пресом зусиллям 140 МН. В даний час
виготовляються гідравлічні преси зусиллями 350...500 МН і навіть
750 МН.
Для масового виробництва дрібних
промислових виробів парові молоти і гідравлічні преси були непридатні перш за
все у зв'язку з високою вартістю їх експлуатації. Необхідно було створити
різноманітні ковальські машини з груповим або індивідуальним механічним
приводом. Поява електродвигуна особливо сприяла прогресу в розвитку кривошипних
пресів, до теперішнього часу найчисленнішої групи обладнання в
ковальсько-штампувальних цехах.
Вертикальні кривошипні преси
з'явилися в XIX ст. і в даний час широко застосовуються для гарячого і
холодного штампування, обрізання заусенця, для
листового штампування.
З вертикальних механічних пресів
особливо прогресивним виявився кривошипний кувальсько-штампувальний
прес (КГШП), на якому можна виготовляти поковки такого ж типу, як і на
штампувальних молотах, але значно швидше та з більшою точністю.
Горизонтально-кувальні машини
(ГКМ) з'явилися в 1835 році для висадки головок болтів. З часом галузь
застосування цих машин розширювалася, змінювалося і поліпшувалося конструктивне
їх оформлення, і в даний час вони широко використовуються для гарячої висадки,
осадки і прошивки великих, середніх і дрібних поковок.
Сучасний парк КШМ складається з вісьми класів машин, з деформуючим зусиллям від 30 кН до 750 МН, ефективною енергією від 1 кДж до
5 МДж, швидкістю деформування від часток
міліметра в секунду до 300 м/с.
1.2
Загальний принцип дії КШМ
Типова
ковальсько-штампувальна машина (КШМ) складається з трьох головних механізмів
(рис. 1.1): рухового (двигуна), передавального (передачі) та
виконавчого. Двигун і передачу часто характеризують терміном "привід
машини". Якщо привід і виконавчий механізм, або, робоча машина, є
конструктивно роздільними пристроями, то весь комплекс устаткування називають установкою.
Рис. 1.1 – Загальна
структурна схема КШМ
РМ – руховий механізм;
ПМ – передавальний механізм; ВМ – виконавчий механізм
Двигун, сприймаючи зовнішню
енергію носія, перетворює її на кінетичну енергію передавального і виконавчого
механізмів або в потенційну енергію передавального робочого тіла, створюючи її
певний рівень в машині. Характерними ознаками двигуна є: вид носія енергії, або
робочого тіла, і тип приводу. Як носій енергії, або робоче тіло, в рухових
механізмах сучасних КШМ застосовують пару, газ, рідину, вибухові речовини,
горючі суміші і електрику. Привід може бути індивідуальним або груповим, коли
декілька робочих машин отримують рух від одного двигуна.
Основна характеристика
передавального механізму визначається способом здійснення зв'язку виконавчого
механізму з двигуном: жорсткий механічний зв'язок або нежорсткий зв'язок за
допомогою робочого тіла (пара, газ, рідина, електромагнітне поле). У деяких
типах машин в період робочого ходу цей зв'язок зникає (розривається).
Трансформація кінетичної або потенційної
енергії в механічну роботу пластичної деформації відбувається при русі робочих
органів (повзуна, коромисла, траверси, баби, валків, роликів і т. п.) головних
виконавчих механізмів. Цей рух характеризується такими ознаками:
1)
способом віддачі накопиченої енергії приводу і
виконавчого механізму оброблюваному металу;
2)
видом руху робочого органу;
3)
характером зміни швидкості робочого органу в період
робочого ходу;
4)
періодичністю дії робочого органу на оброблюваний метал в
часі.
Віддачу накопиченої енергії оброблюваному
металу здійснюють натиском або ударом. При натиску квазістатична силова дія на
метал характеризується відносно малими змінами в часі, і робочий хід вимірюють
секундами, десятими і сотими її частками. При ударі динамічна силова дія на
метал дуже швидко змінюється, що приводить до виникнення коливальних процесів в
КШМ і її фундаменті. Робочий хід триває тисячні або ще менші частки секунди.
Швидкість руху робочого органу у машин квазістатичної дії на початку робочого
ходу не перевищує 0,3...0,5 м/с; для машин динамічної дії ця швидкість як
мінімум на один порядок вища.
Робочі органи КШМ можуть
здійснювати зворотно-поступальний прямолінійний, коливальний і обертальний
рухи. Залежно від зв'язків в передачах зміна швидкості робочого органу в період
робочого ходу може бути заданою в умовах жорстких механічних зв'язків або
довільною, залежною від суб'єктивних чинників, при нежорстких зв'язках.
Дія робочого органу виконавчого
механізму на оброблюваний метал може бути періодичною або безперервною. При періодичній
дії час робочого ходу складає лише частки від часу одного повного ходу машини.
При безперервній дії метал оброблюють на протязі декількох слідуючих
один за одним обертів виконавчого органу без розділення холостими ходами.
Розрізняють одно- і багатоперехідні технології виробництва кованих і
штампованих виробів. Прикладом першої є вирубування заготовок монет з листа,
другої – гаряче штампування поковок типу шестерень на
кривошипному горячештампувальному пресі (КГШП), що
включає осадку заготовки, попереднє і остаточне штампування.
1.3
Класифікація ковальсько-штампувального обладнання
Загальна класифікація
ковальсько-штампувальних машин, запропонована професором А.І.Зіміним, заснована на характері зміни швидкості руху
робочої ланки. Згідно цієї класифікації всі сучасні КШМ підрозділяються на
вісім основних класів (рис. 1.2), відповідно до збільшення швидкості руху
робочої ланки.
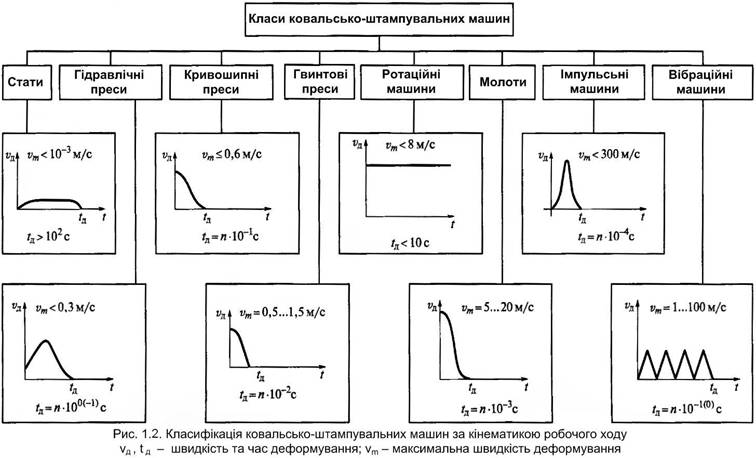
КЛАС 1 – стати (гідравлічні та газостати). Це
машини для ущільнення порошкових чи гранульованих матеріалів. Швидкість
деформування матеріалу характеризується малою величиною при підвищенні тиску і,
взагалі, рівна нулю при витримці під тиском.
КЛАС 2 – гідравлічні преси,
мають нежорстку криву зміни швидкості робочих частин машини. У цієї групи машин
робочий хід може починатися з якоїсь початкової або нульової швидкості.
Максимальні швидкості робочих частин преса порівняно невеликі (до 0,3 м/сек).
КЛАС 3 – кривошипні машини
(механічні преси). Робочі частини цих машин за час робочого ходу мають жорстку
криву зміни швидкості, форма якої залежить від кінематики приводу. Швидкість
робочих частин невелика, – до 0,6 м/сек.
КЛАС 4
– ротаційні машини. КШМ, робоча ланка чи заготовка в яких отримує обертовий
рух. Швидкість руху робочої ланки в цих машинах залишається постійною на
протязі всього робочого ходу. Швидкість деформування може досягати 8 м/с. Це
прокатні стани, машини поперечно-клинового і повздовжнього прокатування,
роликові ножиці, стани для отримання гнутих профілів, валкові згинальні машини,
ковальські вальці.
КЛАС 5 – гвинтові преси
(фрикційні гвинтові преси з механічним приводом і гвинтові прес-молоти з
гідравлічним приводом) мають таку ж нежорстку криву зміни швидкості робочих
частин під час робочого ходу, як і молоти, різниця лише в різних абсолютних
значеннях швидкості. Тому гвинтові преси також відносяться до класу молотів,
хоча їх називають пресами.
КЛАС 6 –
молоти, характеризуються так званою нежорсткою кривої зміни швидкості робочих
частин машини. Залежно від опору деформації змінюється час робочого ходу і
величина ходу рухомих частин, а отже, і форма кривої швидкості. Такі криві
зміни швидкості називаються нежорсткими.
КЛАС 7 – імпульсні
штампувальні машини і машини для гідравлічного, пневматичного і вакуумного
штампування, які мають нежорстку криву зміни швидкості робочих частин за дуже
короткий час робочого ходу. Імпульсне штампувальне устаткування може
здійснювати деформацію безпосередньо робочим тілом (повітрям, газами, рідиною,
магнітним полем і т. п.). Для штампування вибухом застосовують спеціальні
тверді вибухові речовини або горючі суміші. Швидкість робочого ходу тіла при
цьому досягає 300 м/сек.
КЛАС 8
– вібраційні машини. В цих машинах механічні коливання (вібрації), що діють на
метал під час деформування, характеризуються амплітудою та частотою. Ці машини
часто застосовують для поверхневого зміцнення виробів шляхом пластичної
деформації.
Крім приведеної класифікації
існує класифікації ковальсько-пресових машин за технологічними, конструктивними
і іншим ознакам.
За технологічними ознаками КШМ
підрозділяють на три групи: універсальні (загального призначення),
спеціалізовані і спеціальні. Машини першої групи придатні для виконання
більшості типових операцій даного технологічного класу. Машини другої групи
спеціалізовані по виду технології, наприклад витяжні кривошипні преси.
Спеціалізацію машин третьої групи проводять не лише залежно від технології, але
і від виду продукції, що виготовляється, наприклад брикетувальні
преси.

