LECTURE №12
HYDRAULIC
SYSTEMS. HYDRAULIC PUMPS
12.1.
CLASSIFICATION OF HYDRAULIC PUMPS
These are mainly classified
into two categories:
§ non-positive displacement pumps;
§ positive displacement pumps.
Non-Positive Displacement Pumps
These pumps are also known
as hydro-dynamic pumps. In these pumps the fluid is pressurized by the rotation
of the propeller and the fluid pressure is proportional to the rotor speed.
These pumps can not withstanding high pressures and generally used for
low-pressure and high-volume flow applications. The fluid pressure and flow
generate due to inertia
effect of the fluid. The fluid motion is generated due to rotating propeller.
These pumps provide a smooth and continuous flow but the flow output decreases
with increase in system resistance (load). The flow output decreases because
some of the fluid slip back at higher resistance. The fluid flow is completely
stopped at very large system resistance and thus the volumetric efficiency will
become zero. Therefore, the flow rate not only depends on the rotational speed
but also on the resistance provided by the system. The important advantages of
non-positive displacement pumps are lower initial cost, less operating
maintenance because of less moving parts, simplicity of operation, higher
reliability and suitability with wide range of fluid etc. These pumps are
primarily used for transporting fluids and find little use in the hydraulic or
fluid power industries. Centrifugal pump is the common example of non-positive
displacement pumps. Details have already discussed in the previous lecture.
Positive
displacement pump
These pumps deliver a
constant volume of fluid in a cycle. The discharge quantity per revolution is
fixed in these pumps and they produce fluid flow proportional to their
displacement and rotor speed. These pumps are used in most of the industrial
fluid power applications. The output fluid flow is constant and is independent
of the system pressure (load). The important advantage associated with these
pumps is that the high-pressure and low-pressure areas (means input and output
region) are separated and hence the fluid cannot leak back due to higher
pressure at the outlets. These features make the positive displacement pump
most suited and universally accepted for hydraulic systems. The important
advantages of positive displacement pumps over non-positive displacement pumps
include capability to generate high pressures, high volumetric efficiency, high power to weight
ratio, change in efficiency throughout the pressure range is small and wider
operating range pressure and speed. The fluid flow rate of these pumps ranges
from 0.1 and 15,000 gpm, the pressure head ranges between 10 and 100,000 psi
and specific speed is less than 500.It is important to note that the positive
displacement pumps do not produce pressure but they only produce fluid flow.
The resistance to output fluid flow generates the pressure. It means that if
the discharge port (output) of a positive displacement pump is opened to the
atmosphere, then fluid flow will not generate any output pressure above
atmospheric pressure. But, if the discharge port is partially blocked, then the
pressure will rise due to the increase in fluid flow resistance. If the
discharge port of the pump is completely blocked, then an infinite resistance
will be generated. This will result in the breakage of the weakest component in
the circuit. Therefore, the safety valves are provided in the hydraulic
circuits along with positive displacement pumps. Important positive displacement
pumps are gears pumps, vane pumps and piston pumps. The details of these pumps
are discussed in the following sections.
12.2. GEAR PUMPS
Gear pump is a robust and
simple positive displacement pump. It has two meshed gears revolving about
their respective axes. These gears are the only moving parts in the pump. They
are compact, relatively inexpensive and have few moving parts. The rigid design
of the gears and houses allow for very high pressures and the ability to pump
highly viscous fluids. They are suitable for a wide range of fluids and offer
self-priming performance. Sometimes gear pumps are designed to function as
either a motor or a pump. These pump includes helical and herringbone gear sets
(instead of spur gears), lobe shaped rotors similar to Roots blowers (commonly
used as superchargers), and mechanical designs that allow the stacking of
pumps. Based upon the design, the gear pumps are classified as:
·
external gear
pumps;
·
lobe pumps;
·
internal gear
pumps;
·
gerotor pumps.
Generally gear pumps are
used to pump:
·
petrochemicals:
pure or filled bitumen, pitch, diesel oil, crude oil, lube oil etc;
·
chemicals:
sodium silicate, acids, plastics, mixed chemicals, isocyanates etc;
·
paint and ink;
·
resins and
adhesives;
·
pulp and paper:
acid, soap, lye, black liquor, kaolin, lime, latex, sludge etc;
·
food: chocolate,
cacao butter, fillers, sugar, vegetable fats and oils, molasses, animal food
etc.
External gear
pump
The external gear pump
consists of externally meshed two gears housed in a pump case as shown in
figure 12.2.1. One of the gears is coupled with a prime mover and is called as
driving gear and another is called as driven gear. The rotating gear carries
the fluid from the tank to the outlet pipe. The suction side is towards the
portion whereas the gear teeth come out of the mesh. When the gears rotate,
volume of the chamber expands leading to pressure drop below atmospheric value.
Therefore the vacuum is created and the fluid is pushed into the void due to
atmospheric pressure. The fluid is trapped between housing and rotating teeth
of the gears. The discharge side of pump is towards the portion where the gear
teeth run into the mesh and the volume decreases between meshing teeth. The
pump has a positive internal seal against leakage; therefore, the fluid is
forced into the outlet port. The gear pumps are often equipped with the side
wear plate to avoid the leakage. The clearance between gear teeth and housing
and between side plate and gear face is very important and plays an important
role in preventing leakage. In general, the gap distance is less than 10
micrometers. The amount of fluid discharge is determined by the number of gear
teeth, the volume of fluid between each pair of teeth and the speed of
rotation. The important drawback of external gear pump is the unbalanced side
load on its bearings. It is caused due to high pressure at the outlet and low
pressure at the inlet which results in slower speeds and lower pressure ratings
in addition to reducing the bearing life. Gear pumps are most commonly used for
the hydraulic fluid power applications and are widely used in chemical
installations to pump fluid with a certain viscosity.
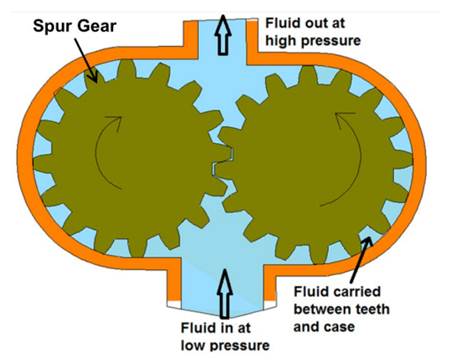
Fig. 12.2.1. Gear pump
Lobe Pump
Lobe pumps work on the
similar principle of working as that of external gear pumps. However in Lobe
pumps, the lobes do not make any contact like external gear pump (see Figure 12.2.2). Lobe contact is prevented by external timing gears
located in the gearbox. Similar to the external gear pump, the lobes rotate to
create expanding volume at the inlet. Now, the fluid flows into the cavity and
is trapped by the lobes. Fluid travels around the interior of casing in the
pockets between the lobes and the casing. Finally, the meshing of the lobes
forces liquid to pass through the outlet port. The bearings are placed out of
the pumped liquid. Therefore the pressure is limited by the bearing location
and shaft deflection. Because of superb sanitary qualities, high efficiency,
reliability, corrosion resistance and good clean-in-place and steam-in-place
(CIP/SIP) characteristics, Lobe pumps are widely used in industries such as
pulp and paper, chemical, food, beverage, pharmaceutical and biotechnology etc.
These pumps can handle solids (e.g., cherries and olives), slurries, pastes,
and a variety of liquids. A gentle pumping action minimizes product
degradation. They also offer continuous and intermittent reversible flows. Flow
is relatively independent of changes in process pressure and therefore, the
output is constant and continuous.

Fig. 12.2.2. Lobe pump
Lobe pumps are frequently
used in food applications because they handle solids without damaging the
product. Large sized particles can be pumped much effectively than in other
positive displacement types. As the lobes do not make any direct contact
therefore, the clearance is not as close as in other Positive displacement
pumps. This specific design of pump makes it suitable to handle low viscosity
fluids with diminished performance.Loading characteristics are not as good as
other designs, and suction ability is low. High-viscosity liquids require
reduced speeds to achieve satisfactory performance. The reduction in speed can
be 25% or more in case of high viscosity fluid.
Internal Gear
Pump
Internal gear pumps are
exceptionally versatile. They are often used for low or medium viscosity fluids
such as solvents and fuel oil and wide range of temperature. This is
non-pulsing, self-priming and can run dry for short periods. It is a variation
of the basic gear pump. It comprises of an internal gear, a regular spur gear,
a crescent-shaped seal and an external housing. The schematic of internal gear
pump is shown in figure 12.2.3.
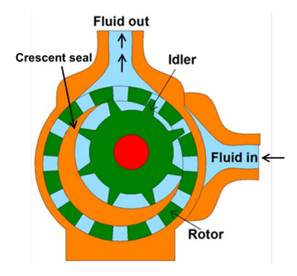
Fig. 12.2.3. Internal gear pump
Liquid enters the suction
port between the rotor (large exterior gear) and idler (small interior gear)
teeth. Liquid travels through the pump between the teeth and crescent. Crescent
divides the liquid and acts as a seal between the suction and discharge ports.
When the teeth mesh on the side opposite to the crescent seal, the fluid is
forced out through the discharge port of the pump. This clearance between gears
can be adjusted to accommodate high temperature, to handle high viscosity
fluids and to accommodate the wear. These pumps are bi-rotational so that they
can be used to load and unload the vessels. As these pumps have only two moving
parts and one stuffing box, therefore they are reliable, simple to operate and
easy to maintain. However, these pumps are not suitable for high speed and high
pressure applications. Only one bearing is used in the pump therefore overhung
load on shaft bearing reduces the life of the bearing.
Applications
Some common internal gear
pump applications are:
·
all varieties of
fuel oil and lube oil;
·
resins and
polymers;
·
alcohols and
solvents;
·
asphalt,
bitumen, and tar;
·
polyurethane
foam (isocyanate and polyol);
·
food products
such as corn syrup, chocolate, and peanut butter;
·
paint, inks, and
pigments;
·
soaps and surfactants;
·
glycol.
Gerotor Pump
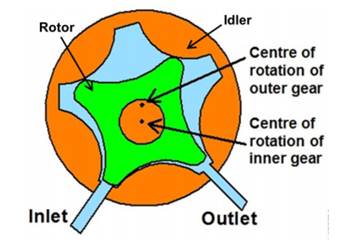
Fig. 12.2.4. Gerotor pump
Gerotor is a positive
displacement pump. The name Gerotor is derived from "Generated
Rotor". At the most basic level, a Gerotor is essentially one that is
moved via fluid power. Originally this fluid was water, today the wider use is
in hydraulic devices. The schematic of Gerotor pump is shown in figure 12.2.4. Gerotor pump is an internal gear pump without the
crescent. It consists of two rotors viz. inner and outer rotor. The inner rotor
has N teeth, and the outer rotor has N+1 teeth. The inner rotor is located
off-center and both rotors rotate. The geometry of the two rotors partitions
the volume between them into N different dynamically-changing volumes. During
the rotation, volume of each partition changes continuously. Therefore, any
given volume first increases, and then decreases. An increase in volume creates
vacuum. This vacuum creates suction, and thus, this part of the cycle sucks the
fluid. As the volume decreases, compression occurs. During this compression
period, fluids can be pumped, or compressed (if they are gaseous fluids).
The close tolerance between
the gears acts as a seal between the suction and discharge ports. Rotor and
idler teeth mesh completely to form a seal equidistant from the discharge and
suction ports. This seal forces the liquid out of the discharge port. The flow
output is uniform and constant at the outlets. The important advantages of the
pumps are high speed operation, constant discharge in all pressure conditions,
bidirectional operation, less sound in running condition and less maintenance
due to only two moving parts and one stuffing box etc. However, the pump is
having some limitations such as medium pressure operating range, clearance is
fixed, solids can’t be pumped and overhung load on the shaft bearing etc.
Applications
Gerotors are widely used in
industries and are produced in variety of shapes and sizes by a number of
different methods. These pumps are primarily suitable for low pressure
applications such as lubrication systems or hot oil filtration systems, but can
also be found in low to moderate pressure hydraulic applications. However
common applications are as follows:
·
light fuel oils;
·
lube oil;
·
cooking oils;
·
hydraulic fluid.
12.3. VANE PUMPS
In the previous lecture we
have studied the gear pumps. These pumps have a disadvantage of small leakage
due to gap between gear teeth and the pump housing. This limitation is overcome
in vane pumps. The leakage is reduced by using spring or hydraulically loaded
vanes placed in the slots of driven rotor. Capacity and pressure ratings of a
vane pump are generally lower than the gear pumps, but reduced leakage gives an
improved volumetric efficiency of around 95%. Vane pumps are available in a
number of vane configurations including sliding vane, flexible vane, swinging
vane, rolling vane, and external vane etc. Each type of vane pump has its own
advantages. For example, external vane pumps can handle large solids. Flexible
vane pumps can handle only the small solids but create good vacuum. Sliding
vane pumps can run dry for short periods of time and can handle small amounts
of vapor. The vane pumps are known for their dry priming, ease of maintenance,
and good suction characteristics. The operating range of these pumps varies
from -32 °C to 260 °C.
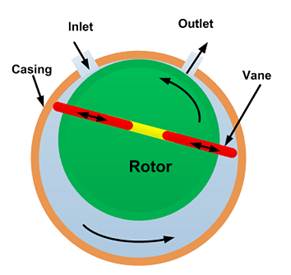
Fig. 12.3.1. Schematic of working
principle of vane pump
The schematic of vane pump
working principle is shown in figure 12.3.1. Vane pumps generate a pumping action by tracking
of vanes along the casing wall. The vane pumps generally consist of a rotor,
vanes, ring and a port plate with inlet and outlet ports. The rotor in a vane pump is connected to
the prime mover through a shaft. The vanes are located on the slotted rotor.
The rotor is eccentrically placed inside a cam ring as shown in the figure. The
rotor is sealed into the cam by two side plates. When the prime mover rotates
the rotor, the vanes are thrown outward due to centrifugal force. The vanes
track along the ring. It provides a tight hydraulic seal to the fluid which is
more at the higher rotation speed due to higher centrifugal force. This
produces a suction cavity in the ring as the rotor rotates. It creates vacuum
at the inlet and therefore, the fluid is pushed into the pump through the
inlet. The fluid is carried around to the outlet by the vanes whose retraction
causes the fluid to be expelled. The capacity of the pump depends upon the
eccentricity, expansion of vanes, width of vanes and speed of the rotor. It can
be noted that the fluid flow will not occur when the eccentricity is zero.
These pumps can handle thin liquids (low viscosity) at relatively higher
pressure. These pumps can be run dry for a small duration without any failure.
These pumps develop good vacuum due to negligible leakage. However, these pumps
are not suitable for high speed applications and for the high viscosity fluids
or fluids carrying some abrasive particles. The maintenance cost is also higher
due to many moving parts.
Combination Pump
There are two basic
requirements for load lifting or load applying by a hydraulic ram. First, there
is a need of large volume of fluid at a low pressure when the cylinder extends
or retracts. The low pressure is required to overcome the frictional
resistance. The second requirement is that a high pressure is needed, when the
load is gripped.
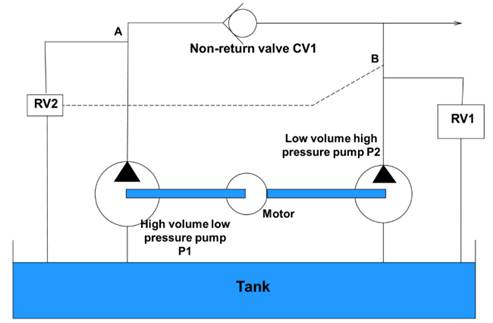
Fig. 12.3.2. Combination pump
This type of requirements
can be fulfilled by an arrangement as shown in figure 12.3.2. In this system two separate pumps are driven by a
common electrical motor. Pump P1 is a high pressure low volume pump and pump P2
is a high volume low pressure pump. The hydraulic system is associated with
relief valves RV1 and RV2 and a one-way check valve CV1. This kind of
arrangement allows the fluid flow from left to right, but blocks in the reverse
direction.
The pressure relief valve
RV1 is a normal high pressure valve. The pressure relief valve RV2 is not
operated by the pressure at point A, however, it is remotely operated by the
pressure at point B. This can be achieved with the balanced piston valve. In low
pressure mode both relief valves are closed and both pumps P1 and P2 deliver
fluid to the load but the majority comes from the pump P2 as its capacity is
higher.
When the load is in the
holding mode, the pressure at B rises and relief valve RV2 opens. It results in
all the fluid from pump P2 to return straight to the tank directly and the
pressure at A to fall to a low value. The check valve CV1 stops the fluid from
pump P1 pass it back to the tank via relief valve RV2, consequently pressure at
B rises to the level set by relief valve RV1.
This kind of arrangement
saves energy as the large volume of fluid from pump P2 is returned to the tank
at a very low pressure, and only a small volume of fluid from pump P1 is
returned at a high pressure.
In general the applications
of Hydraulic Pumps can be summarized as:
·
hydraulic pumps
are used to transfer power via hydraulic liquid. These pumps have a number of
applications in automobiles, material handling systems, automatic
transmissions, controllers, compressors and household items;
·
the hand
operated hydraulic pump is used in a hydraulic jack where many strokes of the
pump apply hydraulic pressure to lift the ram;
·
a backhoe uses
an engine driven hydraulic pump to drive the articulating parts of the
mechanical hoe;
·
the hydraulic
pumps are commonly used in the automotive vehicles especially in power steering
systems;
·
the lift system
of tractor is operated by the hydraulic pumps. These are used in automatic
transmissions and material handling systems in industries;
·
many precise
controllers are developed by using hydraulic pumps. The commonly used
compressor is operated by reciprocating pumps;
·
the hydraulic
pumps are also used in routine household systems like power lift and
air-conditions. Therefore, it can be said that the hydraulic pumps have
significant applications in industries as well as ones routine life.

