���� 11. ������
���������� �������.
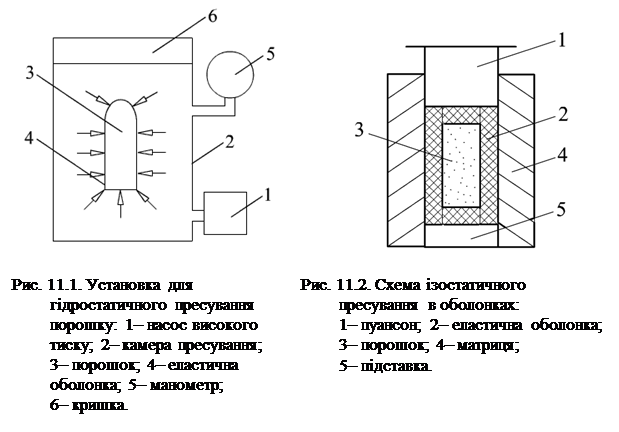
11.1. ������
���������� �������
� ��������� �������㳿 ������
�������������� ��� ������ ���������� ���������� ������:
1. ����������� �� ������������
���������� (��).
������ ���������� ������ ��������� � �����
���������:
- ��������� ���� � ������ �����
������������ ������������� ����� ������
���������;
- ���������� ����� �������
������ �����������, � �������� ����-������.
����� �� ���������� ������� ���������
��� �������� � ������������ ������������� ����������, �� ����� ����� ����������
������� � ���������� �������� �� 䳺� ��������� ������. г�������� ������
������� � ������������ ���������� (��� 11.1). ���� ���� ������ � ����, ��
������� ��������� � ��������� (��������� ��������) �������� � ��������� �
������� ����� �������, ����� � ��� ��������� ����, ����� (�����, ����,
�������, �. �.�.) ������� � �������� ������
�������, �������� ����.
��������:
- ������ ����� �� ����� �������� �
����� �������� ����� �������;
- ���������� ������ �����
��������� ����� ������� ;
- �������� �������� ������� ���
�� ������� ��������� � ��������;
- ������������ �����������
���������;
- ��������� ��������� ������
������� �����.
��������� ���������� ��������� �
��������� ��� ����� ��������� �������� 0.1-0.05��. (������� �������� �����
������, ������������ � ��.).
��� ������������ �������� ��������
����� (��������� ������ ������� ���������
��������) ������� �����������. ��� ����� ���
���������� ������ (���) �� �� ������ � ���������� ������� ��������, ����
��������� ��������� ��������� (������������ �������). �� ��������� �������,
�����, ��� � ���� ������ ������ �� ������ ������� ����� ����� �� ��������
������ �������.
������ �������� ���������� ���
��������� ���������� � ����������� ���������� ��� 䳺� ���� (����, ������, � ��.), ��
��������� �������������.
����� �������� �������������
���������� � ���������� � ���������� ���������, ������������ � ����-������ �
������� ��������������� �� �������������� ������ (���. 11.2).
������ �� �������� ��������:
- ��������� �������� � ��������
����� ����� �������� �� ����� ������;
- �������� ���� ������ �� �����;
- �������� ���������;
- ���������� ���������� �
����������� �� ��������;
- ������������ �� ���������;
- �������������� ������������.
�������� ������������ �� ��������,
�����, ���������� ���� � �������� ���� �� ������������ �������, �� � �������
���������� (������ �� 1000 �������).
�������:
- ����� ����������� ������
������� ��������� �� �������;
- ������������ ������������
��������� ������� ��� ������������ ������ �������.
2. �������
����������.
������� ���������� (�����) �� ������, ��
�������� ��������� ���������� ��� ����������� ����������� ����� ������ ������� ������, ���� � ��������� �������������� ������ ������� �
����, � ������� ����� � ��������� ������. ��������� �������
���������� ���� ������ �����, �� ������� ����� �����������, � �����
�������� ������� ������� � ������� ������ ����� �� �������.
�������� ������� ��� ���� � ���
���������, ����, �������, �����.
����� ���������� ������ �������� ��: �� ������;
��������� �����; ������������; ����������������� ������ ��������.
������� �� ������� ����� ������ �
����� ������� ��������� ������� ���������� ������ 1-60��.
���� ������� � �����
�������:
- ���������� ���������� (����,
������, ����������������� ������� �� ��.);
- ������ � �� ������������,
�� ���������� ���������� (������ �� ������ �������, ���� (���, NaOH), �������� ����� ����).
������ �������� ����������:
- ���������� �� ��������;
- ���������� �� ������ (�������
��������);
- ����������
���������� � ��� ������������ �������;
- ���������� � ��������������
������ �� �������������� �����.
��� ������� ������������ ����� � ������
�������� ������� �����, �� ����� �������� ������������ ��������.
3. ����������� ����������.
����������� ���������� � �� ���������� ���������
�� ����� ������� �� �������������� ������ ������������� �� ����� ���� �������
(���. 11.3).

�� �������������� ������������
�������, �������� � ���� �������, �� �������� ��������� 6 � 10 %.
��������� ���������� ���������;
��������� ���� ������������ ������� �� ����. ��� ������� ��������� ������,
�����, ������� � ���� ���� ������ ��� ��������������� ������ (��������� ������, ����� ������,
�������).
�������� ������������ ����� �������� ��
������� ������������ 5- 10 ��/�. ��� ������, �� ������, �����, ����, ����,
�������� ��� ������� ������� ������ �����������, �� ������� ������������
������������ �������� ��������� ��� ����� (������� ��������� � �������
������), � ����� �������� �������, ��������� �� ��������� �������� ���
�����������, �� ������� ������� �������� ����������� ����������������, ����
����������� � ��������� �� �������� �������.
��� ����������� � ��������� ���������
�������������� ����� ����� ����� ����� ������� ������� � �������������
�������� ������� �� �������, �� ��, �� �������� ������ �� ���������
����-�������.
4. ³�������� ����������.
������������ ������� ��� ��������� ���
��������� ������� � ����-���� ��� � ������ ���������� �������� ������
�������� ���� ���������� � �������� ����������� �������� � ������� �������
�����. �� �������� � ����������� ���������� �����������
������ (�������, ����) � ����������� �������������� ������, � ��������� ���� ����������
������ ��������� �� �������� (95% �� ���������� ������� ��� ������
����������������� ������ �������). ������� ��������� ������� 䳺 ���
��������� �������������� �������, � ����� �������������� �������� (��������� ������,
������, ������).
������� ����������� ����������:
1. �� ���������� ����������
������ �� ����-�������:
- ��������� ����������;
- ���������� ����������;
2. �� ������������� �������� �
�������� ��������� ������� ����������:
- ��������� ����������, ���� ����
����� �� �������� ������������� �� ��������� ���������� �� 䳺� �������;
- ��������� ���������, ����
������ ����������� ���� ����� � ��������� �� ���������� �������.
3. �� ���������� �������:
- ��������� (��������) � ���������
����-����������;
- ���������� (� ������������
������, ���������� ��������� �����).
4. �� ����������� �������:
- �� ���������� ����������
����������� � ��������� ��������� �����������;
- �� ���������� ��� �����������
������� �� ������������ ������� �������� ������ ������� ���������� ��� ��������
�� ������;
- �� ���������� ��� �����������
������� �� ������� �������� ������ ����� ����������, ��������� �������� ��
������.
������� ���������������� �������
����������� ���������� � ����� ��������� �������� ����-�����������, �������
�� �������� �������� ����㳿 ������� ������� �� ��������, 璺������ ��
��������� (���.6.4):
- �������� (���.11.4,�) �
���������� ����� �������;
- ������� (���.11.4,�) � ������
璺������ �������� �� �������� �� ���������;
- ���� �� ��� ���������
��������;
- ������� � ������ (���.11.4,�)
�������� ������� ���������� �� ������� �������.
³������� ������ ���� �����������, ���������, ���������������, �����������������, ���������������� � ��. ��� ������� ����� �������� ��������� ����, ����������� ��������� � ��������, ��������� ������ 0,5 � 5���, � ���� ���������� ���� ��������� �� �� ���������� � ����������� �������. ���������� ������� ���������� ������, � ��������� � ����� ������� ������ � �������� �� ����� ������ (������� � �����) � ����������������� ������ (������� � ����). �� ���������� ������ ��������� �������� ���� ������ ����������� �� ������������ �� �������, �� ������� �������� ����������� �� ���������� ��������� �������� � ���������� ����������� ������. ��� ����������� ����� ��������� ������� � ������� ��������� ������� �������������� ���� �� ����������