Приклад виконання лабораторної роботи
Ціль та зміст роботи полягають в тому, щоб навчитися розробляти
токарно-револьверну операцію для заданої деталі з оформленням необхідної
технологічної документації.
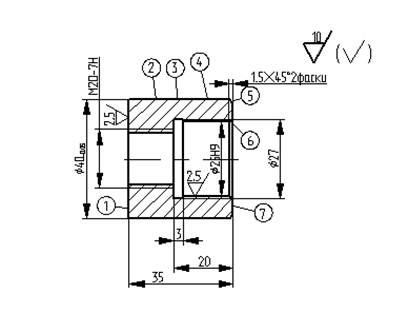
Рисунок 1. Креслення деталі.
Вихідні матеріали і дані, їх зміст і аналіз. Деталь, яку потрібно виготовити, –
втулка спеціальна (рис.1) – представляє собою тіло обертання з L<2D (D=40 мм, L=35 мм) з зовнішньою гладкою
циліндричною поверхнею без закритих уступів, без різьб, пазів, лисок і граней
на ній, без кільцевих виїмок, на торцях, з центральним крізним ступінчатим
отвором з односторонніми уступами, з різьбою в отворі, але без додаткових
отворів.
Матеріал деталі – сталь вуглеводна сірчиста А12 ГОСТ 1414-95 σв=500МН/м2;
НВ230. Маса деталі
Сталь А12 з вмістом сірки 0,3% відноситься до групи автоматних
сталей, дає при обробці різанням чисту поверхню, ламку стружку, яка легко
сходить і яку легко видалити, тобто має підвищену оброблюваність різанням.
Для встановлення об’єму механічної обробки, проводимо аналіз
деталі по поверхням (табл. 1).
Таблиця 1
|
Номер поверхні |
Форма і характеристика поверхні |
Механічна обробка |
|
1 |
Торець лівий з
шорсткістю після відрізання Ra=20 мкм |
Відрізання різцем |
|
2 |
Отвір різьбовий М20-7Н |
Свердління Ø17,4+0,53
і нарізання різьби мітчиком |
|
3 |
Канавка b=3 |
Розточка різцем |
|
4 |
Отвір точний
Ø25Н9+0,052 з шорсткістю Ra=2,5 мкм |
Свердління
Ø22,5; зенкерування Ø24,75 і розгортування
Ø25Н9 |
|
5 |
Фаска зовнішня |
Точіння одноразове |
|
6 |
Фаска внутрішня |
Зенкерування одноразове |
|
7 |
Торець правий з
шорсткістю Ra=10
мкм |
Підрізання одноразове
(після розрізки), t=2мм. |
|
8 |
Зовнішня циліндрична
поверхня з точністю середньою між h8 і h9 з шорсткістю Ra=20 мкм |
Механічної обробки не
потребує, оскільки пруток калібрований |
В якості вихідної заготовки прийнята пруткова сортова
калібрована сталь, що виготовляється холодною прокаткою або волочінням з
гарячекатаного поката. Вона має відносно більш точні розміри по січенню по ГОСТ
7417-95 Ø40-0,05, що є середнім між h8 (-0,039) і h9 (-0,062).
Тип виробництва – середньосерійний.
Доцільність револьверної обробки розглядуваної деталі
підтверджується наступними міркуваннями: деталь виготовляється з прутка, а на
верстатах цього типу механізована подача і затиск прутка; деталь може бути
оброблена шляхом послідовної участі великої кількості інструментів; виробництво
серійного типу; забезпечується ідентичність деталей, використовується робітник
невисокої кваліфікації, знижується собівартість виробу.
Проектування токарно-револьверної операції.
1. Зміст операції. Операція буде складатися із одного установа,
ряду позицій і переходів. При встановленні змісту операції керуємося правилами
і рекомендаціями по розробці револьверних операцій: обробку починаємо з
підрізання торця; свердління повинне передувати зацентрування коротким жорстким
свердлом великого діаметра з кутом 2φ=90°; починаємо свердлити ступінчатий
отвір зі свердел великого діаметра (це більш продуктивно і дає точніший
результат). У відповідності з цими рекомендаціями встановлюємо послідовність
обробки (табл. 2).
Таблиця 2
|
Номер
позиції |
Номер
переходу |
Зміст
переходу |
|
I |
1 |
Подати пруток до упора і закріпити |
|
II |
2 |
Підрізати торець, витримуючи розмір |
|
III |
3 |
Центрувати торець, витримуючи розмір d=20 мм |
|
IV |
4 |
Свердлити отвір Ø22,5, витримуючи розмір |
|
V |
5 |
Свердлити отвір Ø17,4, витримуючи розмір |
|
VI |
6 |
Зенкерувати отвір Ø24,75, витримуючи розмір |
|
VII |
7 |
Розточити канавку Ø27 шириною 3, витримуючи розмір |
|
VIII |
8 |
Зенкерувати фаску в розмір Ø28 і точити фаску
1,5×45° одночасно |
|
IX |
9 |
Нарізати різьбу мітчиком М20-7Н |
|
X |
10 |
Розгорнути отвір Ø25Н9 начисто |
|
XI |
11 |
Відрізати заготовку, витримуючи розмір |
2. Вибір верстата. Вибираємо сучасний, достатньо швидкохідний,
механізований і частково автоматизований продуктивний токарно-револьверний
верстат моделі 1Г340П, який має круглу шістнадцятипозиційну револьверну головку
з горизонтальною віссю обертання, паралельною осі обертання шпинделя верстата.
Основні
технічні характеристики верстата
|
Найбільший
діаметр оброблюваного прутка, мм |
40 |
|
Найбільший
діаметр заготовки над станиною, мм |
400 |
|
Найбільша
довжина оброблюваної заготовки, мм |
100 |
|
Частота
обертання шпинделя, об/хв. |
|
|
Верхній
діапазон |
45; 90; 180;
355; 700 і1400 |
|
Нижній
діапазон |
63; 125; 250; 500;
1000 і 2000 |
|
Подача
револьверного супорта |
|
|
Верхній
діапазон |
0,035;
0,070; 0,125; 0,24; 0,45; 0,85 |
|
Нижній
діапазон |
0,07; 0,125;
0,24; 0,45; 0,85; 1,6 |
|
Поперечна
подача, мм/об |
В два рази
менше відповідної подовжньої подачі того ж діапазону |
|
Потужність
електродвигуна, кВт |
6,0 |
Потрібно мати на увазі, що нова модель верстата в порівнянні з
верстатами цього ж типу, що випускались раніше, відрізняється наявністю командоапарата, який при повороті револьверної головки
автоматично вмикає в кожну наступну позицію вибрану частоту обертання шпинделя
в межах встановленого діапазону частот і величину подачі також в межах
встановленого діапазону подач; гідравлічного механізму подачі і затиску прутка
як каліброваного так і менш точного – гарячекатаного, а також штучних заготовок
меншої точності; копірної лінійки для обробки
конічних і фасонних поверхонь заготовки; різьбонарізного пристрою для нарізання
різьби, що розміщена в лівій частині заготовки.
3. Вибір технологічної оснастки.
В якості пристосування
використовуємо гідравлічний механізм подачі і затиску каліброваного холоднотягнутого прокату, що є при верстаті.
Для установки кожного ріжучого інструменту та упора для подачі
прутка вибираємо допоміжні інструменти (різцетримач, перехідні втулки, патрони
для мітчиків і плашок, оправки, що гойдаються для розверток та ін.), із числа
тих, що є в комплекті верстата та зображені в інструкції, що додається до
паспорту верстата.
Різальні інструменти вибираємо по довідникам і ГОСТам на різальні інструменти, при чому враховуємо
особливості їх установки і закріплення в гніздах револьверної головки. Перевага
при виборі надається інструментам з твердим сплавом, а швидкорізальним із нових
якісних сталей – із зменшеним вмістом дефіцитних матеріалів, наприклад
вольфраму.
Вимірювальні інструменти вибираємо із числа тих стандартних
граничних калібрів, що є в наявності, а для наявності використовують
штангенциркулі і мікрометри.
Всі вибрані елементи технологічної оснастки вписують у
відповідні графи ОК.
4. Визначаємо режими різання для кожного переходу для
встановлення величини і роду подачі частоти обертання шпинделя при виконанні
переходу, що розглядається. Так, наприклад, для переходу 2 при t2=2 мм; Sнорм=0,4÷0,55 мм/об; Sпасп=0,42 мм/об; vнорм=148м/хв.; nрозр=1000Vнорм/(π∙d); nрозр=1000∙148(π∙40)=1178об/хв.; nпасп=1000об/хв.; vдійсн=πdnпасп/1000=π∙40∙1000/1000=125,7
м/хв.=2,1 м/с.
Аналогічно встановлюємо режими різання для всіх переходів і
записуємо їх у відповідні графи ОК.
5. Технічне нормування операції виконуємо для кожної з переходів
(див. табл. 2). Для переходу 1 (допоміжного) допоміжний час при роботі для
прутка діаметром
Аналогічно встановлюємо основний і допоміжний час, зв’язаний з
кожним переходом, вносять його в ОК.
Результати роботи по
технічному нормуванню всіх переходів в ОК записуємо Тосн
і Тдоп кожного з переходів і далі
послідовно визначають всі елементи норми часу операції: ![]() ;
; ![]() ;
; ![]() ;
; ![]() ;
; ![]() . Ці дані Тшт і Тшт.пз занесені в ОК.
. Ці дані Тшт і Тшт.пз занесені в ОК.
![]()
![]()