ТЕМА 3. ОСНОВНІ ПРИНЦИПИ ПОБУДОВИ
КОНСТРУКЦІЙ РІЗАЛЬНИХ ІНСТРУМЕНТІВ
3.1.
Загальні принципи роботи ріжучих інструментів і побудова їх конструкцій
Ріжучі інструменти застосовують для утворення необхідних форми і
розмірів поверхонь заготовок зрізанням порівняно тонких шарів матеріалу (стружки). Незважаючи на велику
відмінність окремих видів інструментів за призначенням і конструкції, у них є багато спільного: умови роботи,
загальні конструктивні елементи і способи їх обґрунтування, принципи розрахунку.
Основні визначення та позначення загальних понять про ріжучі інструменти та обробку різанням наведено відповідно в ГОСТ 25751 - 83 та ГОСТ 25762 - 83.
У всіх ріжучих
інструментів є робоча і кріпильна частини.
За кількістю лез (зубів) інструменти можуть бути інструменти одно - і багатолезові . На зубцях , як
однолезових, так і багатолезових інструментів
є головна і допоміжна ріжучі кромки, їх з’єднання утворює вершину
леза. Розрізняють зуби чорнові,
перехідні, чистові і калібрувальні
в залежності від перетину зрізаних шарів.
Залежно від виду
головного руху можуть утворюватись такі конструкції інструменту: при обертальному головному русі
інструмент має форму тіла обертання з зубами по периферії, торцям. Якщо
обертальний головний рух передається заготовці, то інструмент може бути більш простої
форми і мати навіть один ріжучий елемент, наприклад різець, який здійснює рух подачі паралельно,
перпендикулярно або похило відносно осі головного обертального руху.
3.2.
Інструменти складової і збірної конструкції. Вимоги до конструкцій. Види
кріплення робочих елементів
Конструктивні
та геометричні параметри РІ. Технічні вимоги до РІ
Кожний різальний інструмент має робочу
і приєднувальну (кріпильну) частини.
Приєднувальна ( кріпильна ) частина
служи
для установки і закріплення інструменту в технологічному обладнанні. Вона
повинна сприймати силове навантаження процесу різання (крутні, згинальні, розтягу
і стиску напруги в їх сукупності),
забезпечити вібростійкість (жорсткість) ріжучої частини інструменту. У багатьох
видів інструменту приєднувальна (кріпильна) частина явно виражена і відокремлена
від робочої частини (різці, свердла і т.д.), у деяких видів інструментів приєднувальна
(кріпильна), частина входить в робочу частину ( насадні ріжучі інструменти –
фрези). Оформлення
приєднувальних частини залежить від конструкції інструмента.
У різців приєднувальну
частину роблять у вигляді стрижня квадратного, прямокутного або круглого
перетину.
При обертальному головному
русі інструмента приєднувальну частину
виконують у вигляді посадкового отвору (циліндричного або конічного з
конусністю 1:30) у насадних і дискових циліндричних інструментів або у вигляді
хвостовика (конічного або циліндричного) у хвостових ріжучих інструментів
(свердла, розгортки і т . д.).
Робоча
частина відокремлює від заготовки зрізаний шар і відводить
стружку із зони різання. Багато інструментів, залежно від конструкції і
призначення, мають робочу частину, що складається з ріжучої і калібрувальної. Ріжуча
частина безпосередньо відокремлює зрізаний шар, а калібрувальна забезпечує точні розміри, форму і якість обробленої
поверхні.
Величини допусків на
калібрувальні частини інструментів призначають залежно від точності деталі або
заготовки на даній операції.
Сучасний ріжучий
інструмент, як правило, складальний: робоча частина виконується з
інструментального матеріалу, а приєднувальна частина з конструкційних.
З'єднання робочої
частини і приєднувальних частин здійснюється за допомогою: зварювання, пайки,
наклейки, запресування, карбування або механічного кріплення (збірна
конструкція) .
Способи механічного
кріплення ріжучої частини більш характерні для інструментів автоматичних
виробництв.
Існує два різновиди
механічного кріплення :
1.
Без подальшого заточування. Відносяться ті інструменти у яких
задані з умов обробки параметри ріжучої частини утворюються за рахунок вибору
відповідних форм і розмірів ріжучих вставок і гнізда. У цю групу входять ріжучі
інструменти, що оснащуються непереточуваними багатогранними і круглими
пластинками з твердих сплавів, мінералокераміки і над твердих матеріалів.
Основні
вимоги :
- надійність;
- швидкість і точність
кріплення;
- підвищена точність
виконання як посадочних гнізд під ріжучі елементи, так і самі ріжучих елементів
(пластинок);
- взаємозамінність
ріжучих елементів.
2.
З подальшим заточуванням ріжучих елементів. Відносяться
ріжучі інструменти у яких геометричні параметри ріжучої частини попередньо
утворюються за рахунок форми і розмірів ріжучих елементів і корпуса, а
остаточно шляхом заточування зібраного інструмента. При даній різновидності,
кріплення ріжучих елементів до корпусу здійснюється за допомогою різних замків,
рифлень, клинових з'єднань.
Вимоги до точності
виконання корпусів, гнізд і самих ріжучих елементів нижче ніж при кріпленні по
першому різновиду, а основними вимогами є
:
- забезпечення
геометрії і точності шляхом заточувань і переточувань;
- можливість
перестановки ріжучих елементів відносно корпусу, як в радіальному, так і в осьовому
напрямках для компенсації зносу і створення припуску під переточку;
- забезпечення певного
числа переточувань за рахунок вибору відповідних розмірів ріжучих елементів .
Перший різновид (без
подальшого переточування) більш поширений, він відрізняється раціональним
використанням інструментального матеріал , швидкій зміні леза що затупилося , як правило, без знімання інструмента з
верстата, підвищеними режимами при експлуатації, підвищеної працездатності інструменту,
ліквідацією операцій заточування і переточування і широкими технологічними
можливостями (так як на один і той же корпус можна кріпити пластинки з різних
інструментальних матеріалів).
Закріплення ріжучих
елементів по першому різновиду здійснюються (рис.3.1).
а ) притиск пластинки
до опорної площини з боку передньої грані або
з боку опорної площини.
Ця схема застосовується для закріплення
пластинок без отворів, особливо з мінералокераміки синтетичних над
твердих матеріалів (щоб не послаблювати січення);
б) притиск пластинки
через отвір рухомим штифтом до опорної площини;
в) притиск пластинки
через конічний отвір або фаску до опорної поверхні за допомогою гвинта;
г) притиск пластинки
через отвір з одночасним піджимом до опорної поверхні.
Спільною особливістю
конструкції інструменту з непереточуваними пластинками є невідповідність, як
правило, кутів різання інструменту з кутами пластинок. Робочі задні кути
отримують за рахунок установки пластин з поворотами.
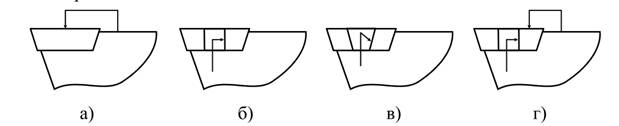
Рис.
3.1 – Закріплення ріжучих елементів
Розворот пластинок в
корпусі інструменту (державці) доцільно проводити в напрямку перпендикулярному
головній різальній кромки, при цьому задній кут α є додатнім, і процес
різання стає можливим.
Крім ріжучих пластинок
непереточувані інструменти містять елементи кріплення пластин (притиски, гвинти,
опорні пластини і стружколами).
Опорні пластини
застосовують як підкладки під ріжучі пластини, для підвищення терміну служби
корпусу інструменту на якому кріплять ріжучі пластинки. Опорні пластинки
виконують з твердих сплавів або загартованих сталей.
До
недоліків інструментів з механічним кріпленням
непереточуваних пластинок відносяться:
- деяка обмеженість
технологічних можливостей (дозволяє змінювати свою геометрію тільки в межах
наявного виконання пластинок);
- важкість
стружковідводу при кріпленні по передній поверхні;
- збільшені габарити за
рахунок кріпильних елементів;
Вибір конструкції
інструменту (цілісний, складальний або збірний) проводять в залежності від типу
і розмірів ріжучого інструменту.
Матеріал робочої
частини інструменту призначають виходячи з конкретних умов роботи. Матеріал
приєднувальних частини повинен забезпечувати міцність, жорсткість і
зносостійкість.

